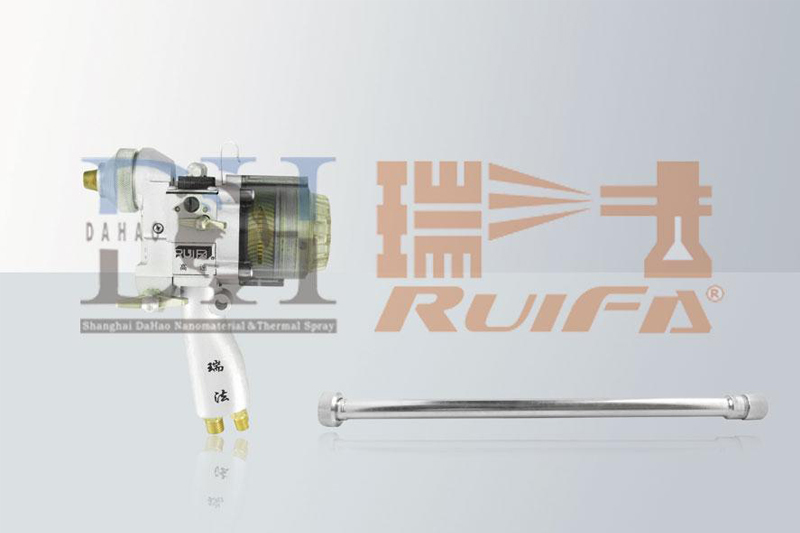
QX-1A型氣體金屬線材噴槍是采用氧-乙炔氣爲熱源,壓縮空氣吹動氣輪爲動力,将單根金屬絲不斷的送入高溫火焰區熔化後霧化,噴向經過預處理的工件表面,形成塗層的一種專業設備。
本設備分高、中速兩種,噴塗材料的熔點在750℃以下選用高速噴槍,熔點在750℃以上選用中速槍。QX-1AN爲氣動火焰内孔氣噴槍,适合于内孔直徑大于120mm,深度小于400mm的工件噴塗。QX-1A噴槍改裝後可以使用丙烷氣,高熱值液化氣作爲燃氣進行噴塗。
應用範圍
應用于水 利、電力、機械、化工、冶 金、石油、造紙、印刷、船舶等各行業。
防腐蝕:戶外鋼結構如鐵塔、橋梁、天線、電杆等;
化學容器:碳化塔、發酵罐、儲油罐等;
抗高溫氧化:退火包、爐門、爐栅等;
修複磨損件:曲軸、滾筒、機床主軸、導軌、立柱等;
使用噴塗材料:鋅、鋁、銅、钼、碳鋼、不鏽鋼、巴氏合金等。
QX系列噴槍 乙炔壓力(Mpa)與噴塗效率
| 噴塗 材料 | 氧氣壓力 MPa | 乙炔壓力 MPa | 空氣壓力 MPa | 噴塗效率 Kg/h | 氧氣消耗量 m3/h | 乙炔氣消耗量 m3/h |
| ¢3鋁絲 | 0.35 | 0.08 | 0.55 | 3.5 | 3.2~3.5 | 2.8~3.1 |
| ¢3鋅絲 | 0.35 | 0.08 | 0.55 | 14 | ||
| ¢2鋼絲 | 0.45 | 0.08 | 0.55 | 2.5 | ||
| ¢2不鏽鋼絲 | 0.45 | 0.10 | 0.55 | 2.8 | ||
| ¢3磷青銅絲 | 0.35 | 0.08 | 0.55 | 4.5 | ||
| ¢2鋁絲 | 0.40 | 0.07 | 0.55 | 2.0 |
QX系列噴槍 丙烷壓力(Mpa)與噴塗效率
| 噴塗 材料 | 氧氣壓力 MPa | 丙烷壓力 MPa | 空氣壓力 MPa | 噴塗效率 Kg/h | 氧氣消耗量 m3/h | 乙炔氣消耗量 m3/h |
| ¢3鋁絲 | 0.4 | 0.07 | 0.55 | 3.0 | 4.3~4.6 | 1.5~1.8 |
| ¢3鋅絲 | 0.4 | 0.07 | 0.55 | 13 | ||
| ¢2鋼絲 | 0.45 | 0.07 | 0.6 | 2.2 | ||
| ¢2不鏽鋼絲 | 0.3 | 0.07 | 0.6 | 2.2 | ||
| ¢3磷青銅絲 | 0.3 | 0.06 | 0.6 | 4.5 | ||
| ¢2鋁絲 | 0.43 | 0.08 | 0.6 | 1.5 |